TECHNOLOGY IS ADVANCING, SEEK COMPETITIVE COATING OPTIONS
In simplistic terms, punches, dies, and forming tools generally involve a fabrication process of “brute force” to pierce, cut, shape, or otherwise form a piece of material. These are often referred to as “chipless” machining techniques. Due to the rapid advancement of PVD coating technology, today’s tool/die machinists and buyers need to know more than just the properties of the bare metal that forms the tooling blank. They need to understand the synergy involved in the complete system: tooling design, tooling raw material, tooling processing & heat treatment, coating properties, material being machined, cycle time requirements, and allowable machine downtime.
COATING BENEFITS FOR PUNCHES & DIES
Depending on your application, ACS can offer a variety of PVD coatings that add value and reduce total cost to punches, dies, and forming tools. First, the combination of high film hardness and low friction coefficients impart the favorable properties of:
- decreased sliding friction
- increased abrasive wear resistance
- reduced punch & die retraction forces
- increased surface hardness & toughness
- enhanced pill tablet release from tablet punches
- decreased galling, adhesive wear, & material pick up
- eliminated reaction to material due to a level of chemical inertness
All of these improvements must be accomplished while maintaining the critical dimensions and tolerances that punches, dies, and forming tools demand when in use; thus, the usefulness in using PVD as the means of providing the functional surfaces.
EXTEND LIFESPAN OF PUNCHES, DIES, & FORMING TOOLS
Punches, dies, and forming tools can experience significantly improved lifetimes when coated with PVD thin film coatings. The Platit arc deposition systems allow for full control of deposition temperatures between 160ºC and 490ºC. These temperatures are well suited for many of the water, oil, or air hardening steels like S1, S7, A2, D2, D3, W1 & W2, O1 & O2, M1 & M2, T1, M4420SS, other alloys and powdered metals that are used in the manufacturing of punches, dies, and other forming tools, plus materials like tungsten carbide.
PVD VS CVD COATING
PVD is preferred over CVD in the coatings of punches, dies, and forming tools because of the lower temperatures that PVD uses during processing to protect the heat treated hardness and austenitizing temperatures of some of the forming tool substrate materials.
TIGHTER TOLERANCE
Since PVD can provide coating thicknesses in the 1–5 μm range (0.00004” – 0.00020”), parts can be machined to final size prior to coating, allowing for the resulting clearances needed in close tolerance punch and die applications.
INCREASE WEAR RESISTANCE
“Wear” can be defined as a way to quantify the effects of abrasion and corrosion during the contact with other materials, grit, or tools. “Toughness” can be defined as a punch, die, or forming tool’s resistance to breaking, cracking, or chipping during use. Each material used to fabricate a punch will have characteristic wear and toughness values. Those material choices range as follows:
- LOW wear resistance with HIGH toughness
- BALANCED wear resistance & toughness
- HIGH wear resistance with LOW toughness
The specific forming application will determine which tool material to choose. Thus, wear resistance can be impacted by the hardness of the tool itself, plus any additional coating applied.
TOOL & COATING SYNERGY
A PVD hardcoating is able to simultaneously increase surface hardness (to protect the “cutting” edge) while decreasing the frictional forces, allowing the punch to withdraw easily and extend the lifetime of the tool. Optimum tool life is application-specific, and is best achieved by selecting the correct PVD coating and tool substrate for the actual method of forming and material being formed.
COATING CAN’T ENHANCE POOR QUALITY TOOL STEEL
To clarify with an example, a punch made from poor quality tool steel won’t experience the benefits of the PVD coating. This is because the base punch lacks both the toughness and wear resistance needed to do the punching operation. No synergy can be gained in this case. The benefits of the PVD coating can’t overcome the severe limitations of the poor quality tool steel. There is no substitute for the proper choice of tool steel.
DECREASE SURFACE FRICTION, REDUCE WEAR & GALLING
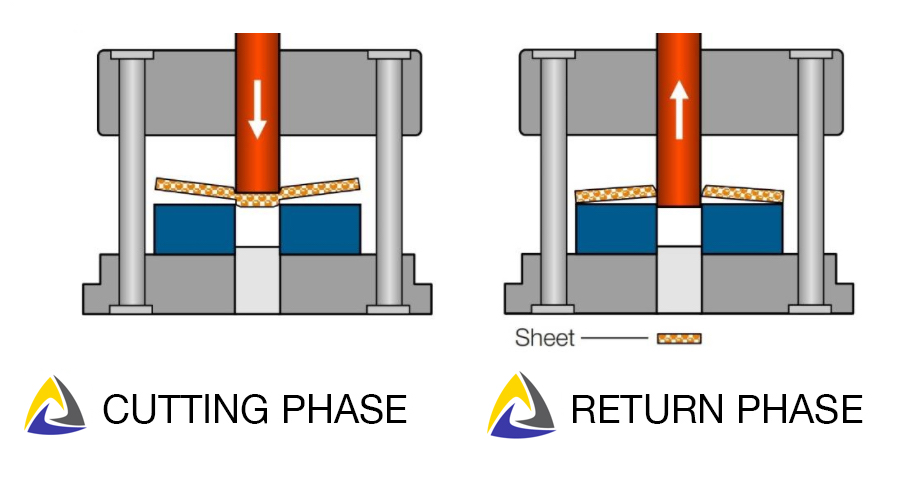 Let’s take a look at a common forming application. As shown in the image to the right, initially the punch corner, and then the side walls are subjected to the high loads and friction of the process during the Cutting Phase. Once the feature is punched (the Return Phase image), the retracting punch begins to “hang up” as the metal flexes in the opposite direction and begins to grip the punch body, which makes the side wall a major wear point and location of galling.
Let’s take a look at a common forming application. As shown in the image to the right, initially the punch corner, and then the side walls are subjected to the high loads and friction of the process during the Cutting Phase. Once the feature is punched (the Return Phase image), the retracting punch begins to “hang up” as the metal flexes in the opposite direction and begins to grip the punch body, which makes the side wall a major wear point and location of galling.
Coating benefits provided by reducing surface friction can be multifold; first by providing the slick barrier to protect against wear, and second by enhancing the flow of the material being punched as it deforms against the die when driven by the punch.
PREVENT MATERIAL PICKUP, REDUCE DOWNTIME
 Materials such as stainless steel and dead soft aluminum are prone to “material pickup,” which is often generated by the punching process. Material pickup refers to the tiny pieces of material that adhere to the tool and can accumulate to levels that result in galling, scoring, or scratching of the workpiece. The reduced frictional attributes of PVD coating resist these tiny material pieces from adhering to the tool, thus extending the useful life of the forming tool and reducing machine downtime.
Materials such as stainless steel and dead soft aluminum are prone to “material pickup,” which is often generated by the punching process. Material pickup refers to the tiny pieces of material that adhere to the tool and can accumulate to levels that result in galling, scoring, or scratching of the workpiece. The reduced frictional attributes of PVD coating resist these tiny material pieces from adhering to the tool, thus extending the useful life of the forming tool and reducing machine downtime.
COMMITTED COATING PARTNER
ACS will never claim to be experts in any of the many intricacies and details of all the machining applications that exist. However, we are committed to work with you to develop the correct coating for your specific application.
IMPORTANCE OF MATERIAL TYPE & THICKNESS
Material type and thickness are major factors to consider with respect to cutting clearance specifications, tool steel selection, cutting and forming pressures, lubricant type, as well as the selection of an optimum punch, die, or forming tool coating.
Certain materials are very hard and abrasive, while others are soft and gummy. Materials such as aluminum can be soft, gummy, and abrasive all at the same time, depending on the alloy. Materials like cardboard are extremely abrasive. Some steels dramatically change their hardness as they are cold formed. Others contain alloys that may create a poor interface between the cutting component and the metal.
HOW TO CHOOSE COATINGS FOR FORMING TOOLS
Being aware of and accounting for these critical properties are essential in the overall specification of a coating for a punch, die, or forming tool application. Some of the coatings used for punching include:
- TiN for general purpose, lowest cost PVD coating
- TiCN for a higher toughness coating combined with a reduced friction surface
- CrN is useful for materials like copper and titanium, because it is Ti free
- TiAlN is currently finding use in many punching applications
- nACRo and nACVIc, nanocomposite coatings, are finding favor as more shops experiment with newer coating options
For more on forming tool coating options, view our Coating Recommendations Chart.
PERFORMANCE ENHANCEMENTS
PVD TiN has been successfully used to punch steel sheet stock for a number of years. TiCN has found applications in punching stainless steels. Newer generations of coatings like nACVIc, nACo, and CrN have provided improved performance levels as compared to TiN & TiCN.
PUNCH MORE HOLES WITH PVD COATINGS
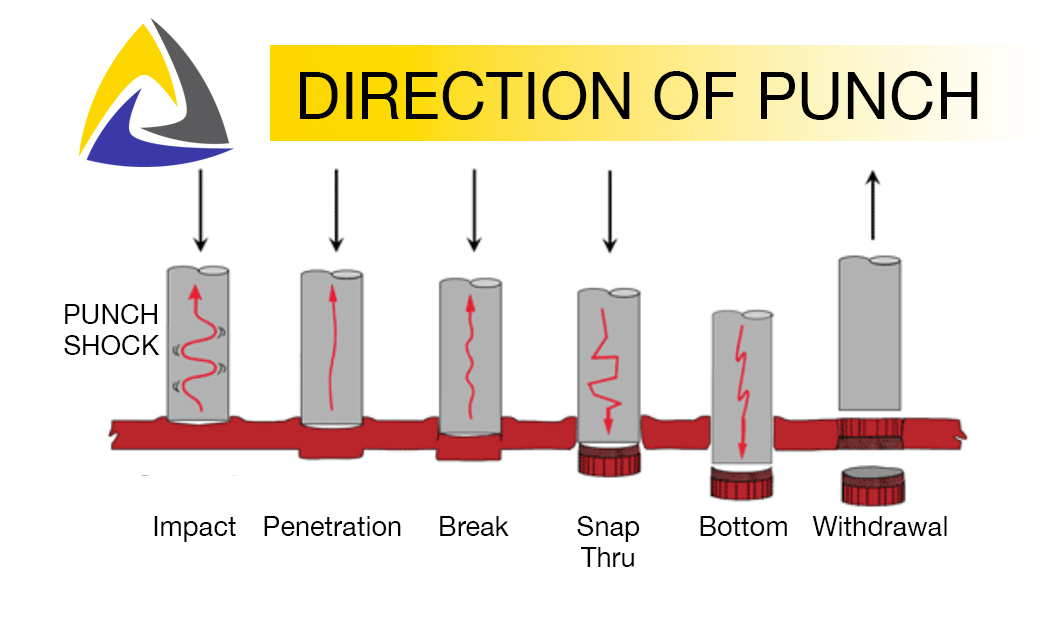 While the punching edge has to remain sharp during the lifetime of the punch, much wear occurs on the side of the punch as it passes and retracts through the metal. The deflection of the sheet as it is punched has a tendency to distort the hole during retraction. This causes the metal surrounding the hole to scrape against the side of the punch, which leads to abrasion and wear. Refer to the drawing below for a representation of a punching process.
While the punching edge has to remain sharp during the lifetime of the punch, much wear occurs on the side of the punch as it passes and retracts through the metal. The deflection of the sheet as it is punched has a tendency to distort the hole during retraction. This causes the metal surrounding the hole to scrape against the side of the punch, which leads to abrasion and wear. Refer to the drawing below for a representation of a punching process.
READY TO START COATING YOUR FORMING TOOLS?
All of the factors mentioned above have prompted the application of PVD coatings to keep punches, dies, and forming tools operating longer between change outs. Many of our customers have experienced major incremental punch lifetime shifts when they moved from uncoated forming tools to TiN coating, to TiCN, and then to nanocomposites such as nACVIc.
Contact us to discuss feasibility, potential cost benefits to prolonged tool life, and to see if we are the best fit to apply PVD coatings to your punch, die, or forming tool application.
FORMING TOOL COATING INDUSTRIAL APPLICATIONS:
- Cutoff
- Coining
- Dinking
- Lancing
- Nibbling
- Shaving
- Blanking
- Notching
- Trimming
- Embossing
- Perforating
- Roll forming
- Fine blanking
- Deep drawing
- Extrusion dies
- Stretch forming
- Piercing & punching
- Tableting punches (for pharmaceutical & candy tablets)
MORE FORMING TOOL COATING BENEFITS:
- Reduces galling
- Extends tool lifetime
- Provides “cleaner” edges on sheared parts
- Reduces need for lubricants in many cases
- Improves part quality & performance overall
- Reduces residues & cleaning between cycles
- Reduces rejected parts by improving hole geometry
- Increases resistance to wear, corrosion, & oxidation
- Reduces downtime / tool maintenance & increases overall productivity